


2020
Savings
Own N2 production (no cryo + no transport) - 590 MWh (external savings)
Installation of 25 energy meters on product equipment (derived savings). > 230 MWh (electricity and gas savings documented in 2021).

Powder metallurgy is recognized as a green technology, and at Sintex, we are working on reducing the number of processes within several areas – not only to ensure a sustainable technology, but also to streamline and optimize our solutions in high-volume production.
At Sintex, we are aware of the future – through Rethinking Components of Tomorrow, as well as doing so in a sustainable matter.
In general, our processes within powder metallurgy are environmentally friendly, but to meet future environmental requirements, optimization in the value chain is also necessary. That is why we, in collaboration with Air Liquide, take action in Power-to-X. Through this collaboration, we have taken a big step towards CO2-neutrality in our gas supply. The production facility at Air Liquide ensures a very high quality of hydrogen, guaranteeing an exceptional quality in our sintered stainless-steel products.
The following graph presents our CO2-emissions relative to our production of powder metallurgical components.
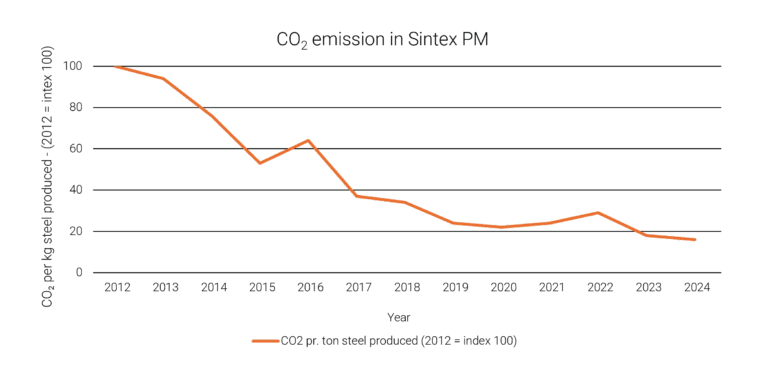
As the graph demonstrates, we have been operating in a sustainable matter for many years. Below, we have highlighted some of our sustainable initiatives since 2009.
Savings
Own N2 production (no cryo + no transport) - 590 MWh (external savings)
Installation of 25 energy meters on product equipment (derived savings). > 230 MWh (electricity and gas savings documented in 2021).
Collaborations
In collaboration with the Danish company Haldor Topsøe, Sintex has developed a new technology for transforming one of the major power-consuming processes in the chemical industry, known as SMR, into an electric-driven version called e-SMR. A demonstration plant was built in 2021, and industrialization is expected to take place over the coming years, reducing CO2-emission in chemical industry by thousands of tons annually.
Hydrogen supply
The Green Hydrogen supply from Verdo was transferred to a new hydrogen factory established by Air Liquide.
Air compressor with heat recovery on Jyllandsvej 18 - 88MWh (mainly electricity savings).
Internal savings
Replacement and energy optimization of extraction TS: 388 MWh (gas for heating building and electricity)
New efficient compressed air compressor with heat recovery - 50 MWh (gas for hot water etc.)
New effective water treatment: Reverse Osmosis (RO) - 900 m3 annually (25%)
Noise reduction at motor cells - from 90 db down to 80 db
Internal savings
Waste-heat recovery by powder metallurgy ovens
Hydrogen supply
Introducing LED as a replacement of light in production
Water saving campaign: sale of water-saving inserts
Water saving campaign internally at Sintex A/S
Green magnets
Within the frames of Green Magnets project, in collaboration with Aarhus University and Danfysik, we developed next-generation super magnets for particle accelerators, C-14 detection and CT-scanners, solely based on permanent magnets. When using permanent magnets instead of electro magnets, you save energy on power for the magnets as well as cooling.
Local agreements
We entered into an agreement with the local energy supplier, Verdo, to produce firstpioneer in producing North-European green hydrogen, that is, hydrogen produced by pure wind energy. Sintex installed a pipeline and turned our hydrogen supply from black to green, thereby reducing the annual CO2 emission by 1 kg per Nm3 hydrogen.
IP-magnet
We developed the IP-magnet. The first epoxy-free magnet for Grundfos' pumps was introduced which:

This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.