



-
Co-creative development
-
Precision at scale
-
European Production

Powder metallurgy is recognized as a green technology, and at Sintex, we are working on reducing the number of processes within several areas – not only to ensure a sustainable technology, but also to streamline and optimize our solutions in high-volume production.
At Sintex, we are aware of the future – through Rethinking Components of Tomorrow, as well as doing so in a sustainable matter.
In general, our processes within powder metallurgy are environmentally friendly, but to meet future environmental requirements, optimization in the value chain is also necessary. That is why we, in collaboration with Air Liquide, take action in Power-to-X. Through this collaboration, we have taken a big step towards CO2-neutrality in our gas supply. The production facility at Air Liquide ensures a very high quality of hydrogen, guaranteeing an exceptional quality in our sintered stainless-steel products.
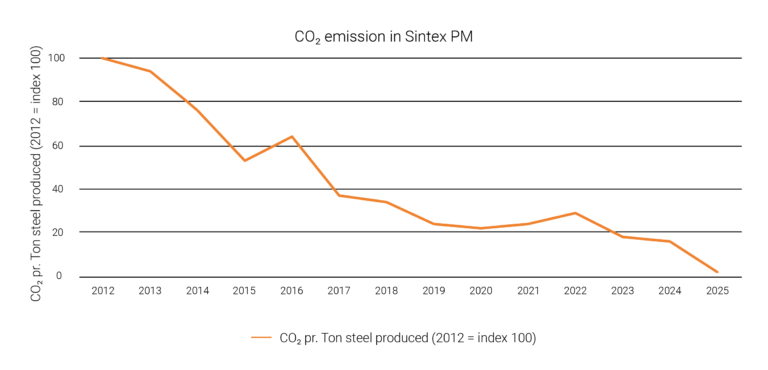
The following graph presents our CO2-emissions relative to our production of powder metallurgical components.
As the graph demonstrates, we have been operating in a sustainable matter for many years. Below, we have highlighted some of our sustainable initiatives since 2009.
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.



This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.
This site is protected by reCAPTCHA and the Google Privacy Policy and Terms of Service apply.